



联系我们

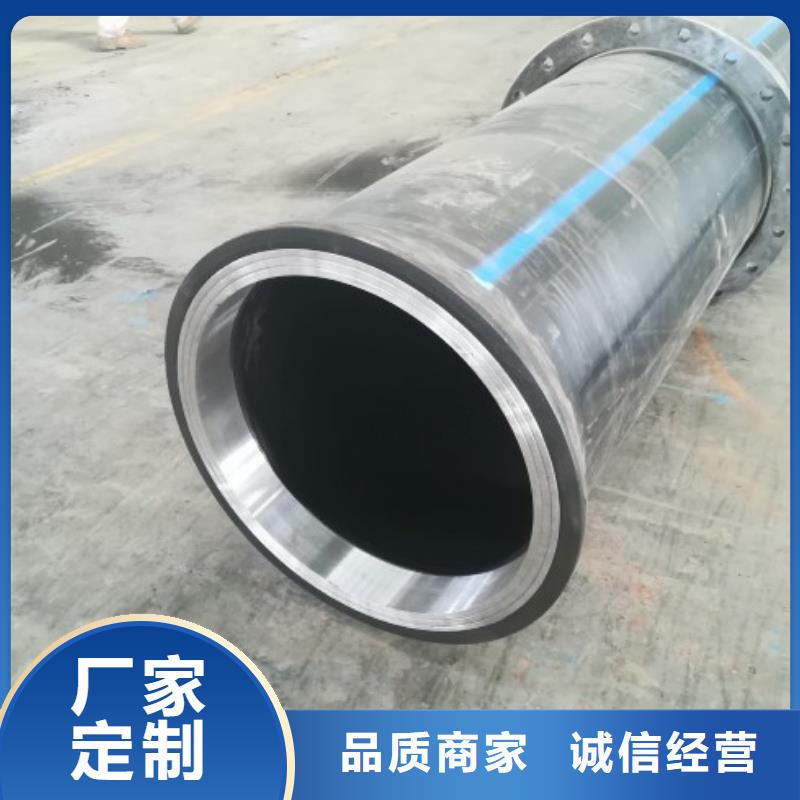
HDPE管道【泥浆管道】匠心制造
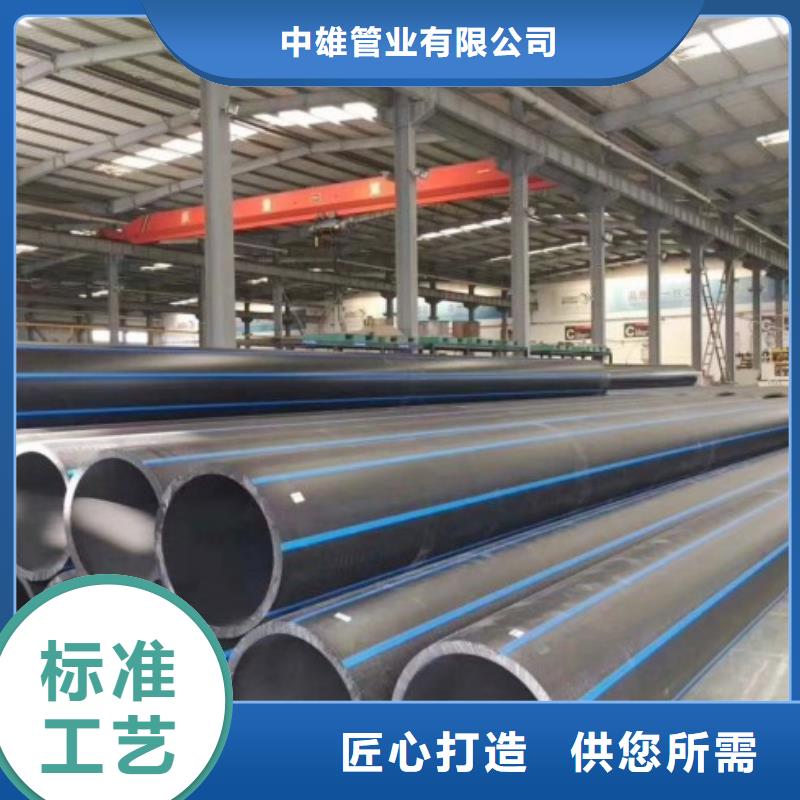
更新时间:2025-02-09 12:21:47 浏览次数:48 公司名称:洛阳 中雄管业有限公司
| 产地 | 河南洛阳 |
|---|---|
| 品名 | PE给水管 |
| 材质 | HDPE |
| 用途 | 给水管 |
| 壁厚 | 2.3-59.3mm |
| 颜色 | 黒色 |
| 公称压力 | 0.8/1.0/1.25/1.6MPa |
| 公称外径 | 16-1000mm |
| 长度 | 6m |
| 牌号 | 89 |




HDPE管道-农田灌溉聚乙烯给水管通则
① 聚乙烯管材、管件应有质检部门的产品质量检验报告和生产厂家的合格证。
② PE管储运、运输时,应用非金属绳绑扎,管端密封。
③ 聚乙烯管材、管件在储存、搬运、运输过程中,不得抛掷、开裂。
④ 聚乙烯管道及管件在储存、搬运、运输过程中,不得日晒雨淋,不得与油、酸、盐等化学物质接触。
⑤ 聚乙烯管材、管件从生产到使用的贮存期不得超过一年。
农田灌溉用聚乙烯给水管的验收
①必须进行聚乙烯管及管件的验收。一是验收产品说明书、产品合格证、质量保和性能验收报告。
② PE管及管件验收时,应从同一批中取样,按现行标准《给水用聚乙烯》检验其规格、尺寸和外观性能,必要时进行综合试验。



中雄管业有限公司成立于2007年,拥有自主研发生产等部门,为不断满足 湖北恩施钢衬超高分子复合管市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 湖北恩施钢衬超高分子复合管产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 湖北恩施钢衬超高分子复合管产品、完善的服务,而保持行业地位。



HDPE管道工程案例:
广西南宁砂石公司10寸泥浆管道500米
琅勃拉邦湖南砂石有限公司12寸泥浆管道,1000米
香港创艺船务有限公司泥浆管道项目(1000m Φ315泥浆管道)
天冿俊联船舶海洋工程技术有限公司 (1000米 Φ160泥浆管道)
天津宏大疏浚有限公司(2300米 Φ315聚乙烯泥浆管道)
秦皇岛同舟船舶代理有限公司 (Φ536泥浆管道)
GAMLA(尼日利亚)有限公司(出品南非1500米 Φ200泥浆管道)
黑龙江同江市三江口沙场 (1000m Φ325 超高分子管泥浆管道)
广州航通船业有限公司 (1300米Φ250泥浆管道)
Yucca Investment 公司出口到walvis bay namibia(Φ355mm 720米)
上海准亿进出品有限公司出口到沙特(Φ315mm 600米)
江苏韩通船舶重工有限公司 Φ710mm泥浆管道6米/根 80根
Salim Group, Inc出口到非洲泥浆管道及浮体 (Φ300mm 300米)
马尔代夫-EUTOPIA HOLDINGS PVT LTD(泥浆管道 Φ160mm,1800米)
马来西亚-Flytech Engineering Sdn. Bhd. Malaysia (泥浆管道Φ219mm,150米)
孟加拉河道疏浚项目 泥浆管道 Φ550*25 2400米
孟加拉河务局疏浚项目HDPE管 Φ718*34mm 2400米
南美洲危地马拉疏浚项目 泥浆管道Φ160*10*12m 800根
公司专注生产供应HDPE管道,疏浚管道,在清理河道,盐湖开发,疏浚工程,吹填工程,抽沙工程,围海造地工程,港口扩建工程,航道清淤工程等相关泥沙浆输送工程中,通过挖吸沙设备连续工作然后通过管道输送到指定地点,就可以连续工作排出泥沙,缺点是管线的选择,因为它决定工作的持续性,特别是恶劣环境下,管线要求更严格。



HDPE管道热熔连接的主要步骤如下:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、夹紧:根据所焊制的PE管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4、对中:两焊管段端面要正好对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
